-

云南钢发经贸有限公司
主营:云南H型钢价格,云南无缝管价格,云南钢模板价格

云南钢发经贸有限公司
主营:云南H型钢价格,云南无缝管价格,云南钢模板价格 13
13
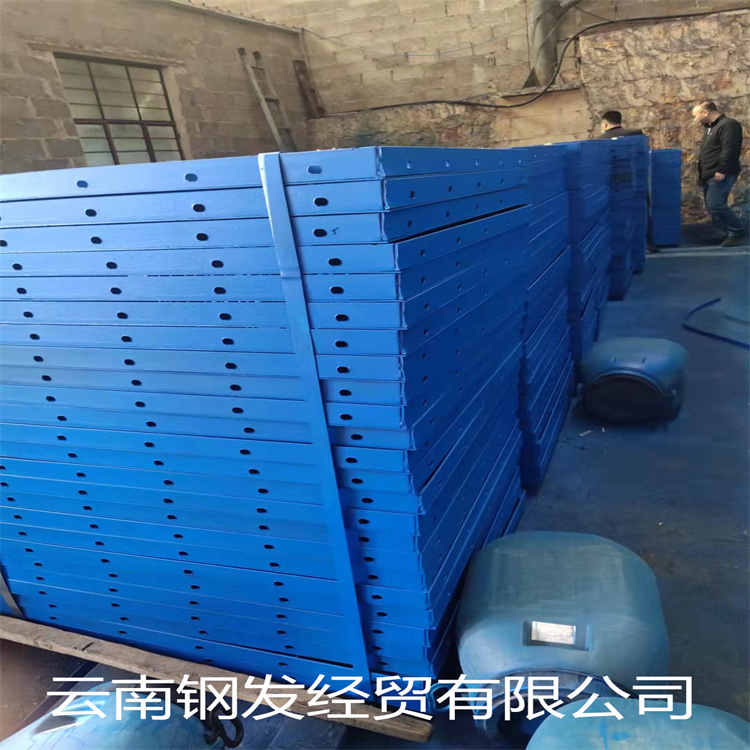
钢模板结构:
1、 钢模板组合;每节组合高度1200mm墩身端侧半圆弧边与标准块组合、托盘与墩帽分解组合,标准组合块1700×1202mm肋板间距3500×4500肋板高度(面板+肋高)86mm;
2、 钢模板加工对于肋板的配制;带有异形角、面的部其肋板加工必须在卡模上焊接定型必须用样板反复矫正、严禁徒手制作;
3、 钢模板加工组合边框加工成子母扣形;
4、钢模板标准组合段;每节段加工过程预留对拉螺栓孔位8处,/5、钢模板内肋十字组合焊缝每个焊接处焊缝长度累计≥70%肋板宽度.
钢模板特点
钢模板优点:加固系统,部件强度高,组合刚度大,板块制作精度高,拼缝严密,不易变形, 模板整体性好,抗震性强。
钢模板缺点:模板重量大,移动安装需起重机械吊运,成本高。 筑工程模板施工技术及清水模板、早拆模板体系介绍。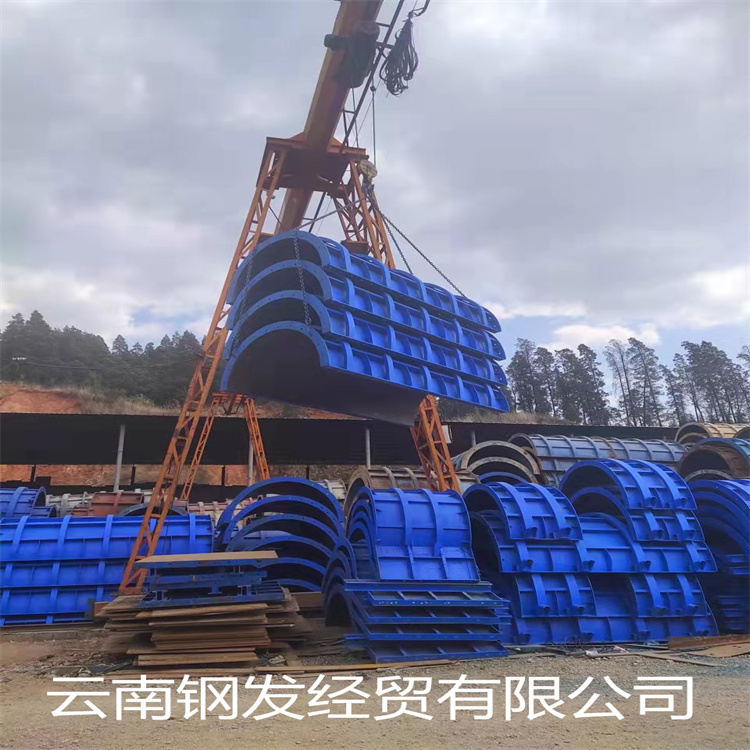
加工制作要求
加工人员要求
1、 钢模板加工过程各工位的操作人、必须按钢模板加工工艺和施工图纸的用材型号规格及尺寸要求加工。
2、 加工过程对于施工不清楚的部位应立即停止下道工序加工,必须及时向工作现场的技术人员咨问明确后方可进行下道工序工作。
3、 钢模板加工过程的重要和关键性部位、工序、工位和钢模板受力部位的焊接必须责任到个人,对于经常出现质量问题的工序和部位在加工过程必须采取必要防范措施、以防止出现不必要的质量返工。
4、 在钢模板加工工作过程中、各工位的操作人员应注意施工人员、加工机具和以加工好的半成品成品及配件得意外损坏,作到安全防范于事前。
验收参照标准
1、钢模板验收依据《公路桥梁施工技术规范》JTJ041——2000模板、支架和拱架9.1《公路工程质量检验评定标准》JTJ071——2005,并引用委托方提供的加工制作技术要求为检验标准合并、对加工完工钢模板的成品钢模板进行分组、分部依次检验。
2、 钢模板加工过程的工艺、工序、工部全程,必须严格遵循国家标准(组合钢模板技术规范)G214——2001的相应对技术标准操作。
3、遵照甲方技术交底严格按照要求加工,加工成的质量标准控制无论合种标准必须采用较高的标准为加工标准,严禁擅自降低加工质量控制标准。
组合钢模板配板的原则有哪些
1、要保证构件的形状尺寸及相互位置的正确。
2、 要使模板具有足够的强度、刚度和稳定性,能够承受新浇筑混凝土 的重量和侧压力,以及各种施工荷载。
3、 力求构造简单,装拆方便,不妨碍钢筋绑扎,保证混凝土浇筑时不 漏浆。
4、配制的模板,应**选用通用、大块模板,使其种类和块数小, 木模镶拼量少。设置对拉螺栓的模板,为了减少钢模板的钻孔损耗,可在螺栓部位改用55 mm x 100mm刨光方木代替。
5、模板长向拼接宜采用错开布置,以增加模板的整体刚度。
6、 模板的支承系统应根据模板的荷载和部件的刚度进行布置。
7、模板的配板设计应绘制配板图,标出钢模板的位置、规格型号和数 量。预组装大模板,应标绘出其分界线。预埋件和预留孔洞的位置,在配板 图上标明,并固定方法。
平面钢模板的优点表现如下:
1、钢模板表面平整光泽。
2、灵活性高,拼接简单,易组装。
3、工艺要求,严中求严,精益求精。
4、加固系统,部件强度高,组合刚度大。
5、板块制作精度高,拼缝严密,不易变形。
6、模板整体性好,抗震性强。
http://cll105.cn.b2b168.com
欢迎来到云南钢发经贸有限公司网站, 具体地址是云南省昆明中国(云南)自由贸易试验区昆明片区经开区洛羊街道办事处石龙路金山小区二期21栋1楼1-3室,联系人是范先生。
主要经营建筑材料销售;模具销售;建筑用属配件销售;属制品销售;属材料销售;属结构销售;建筑用钢筋产品销售。
单位注册资金单位注册资金人民币 100 万元以下。
我们公司主要供应云南H型钢价格,云南无缝管价格,云南钢模板价格等,公司郑重承诺:以好的质量,低的价格,完善的售后服务,来答谢新老客户,所以选择我们,就等于选择财富!